
タンマン管と呼ばれるジルコニアの筒がある、外形が13mmで長さは50mmくらいのものだ。
酸素濃度計のセンサーになる部品で、内外面にプラチナを溶射してプラチナペーストによって電気回路を作る。
その、「のり」を良くするため表面の汚れを落として面を活性化させるためにサンドブラストを行っている。
問題となっているのは外面のブラストで、筒に挿入して1200rpmで回転させて、そこにブラスト粉を吹き付ける作業であるのだが、ワークが揺れてしまうと作業がしづらいのである。
もともと筒の内径は13.2mmなのだが、タンマン管というのはセラミックのような焼き物なのでどうしても太いもの細いものができてしまうので隙間の大小ができてしまう。
現場の方がコレット構造に改良して使っていたのだがスリットがあるとブラスト粉も入って削られてしまう。内径も大きくなってしまって最終的には0.5mm以上の隙間が出来て振れてしまう。
0.5mmくらいの隙間が作業性の限界らしい。
もともと13.2mmの0.2mmがやや大きかった。マスキングテープなどで13mmくらいにするとしっくり入るのだが、それより小さくすると入らないものが出来てしまう。
まあ、そのためのスリットなのだがブラストに弱い。
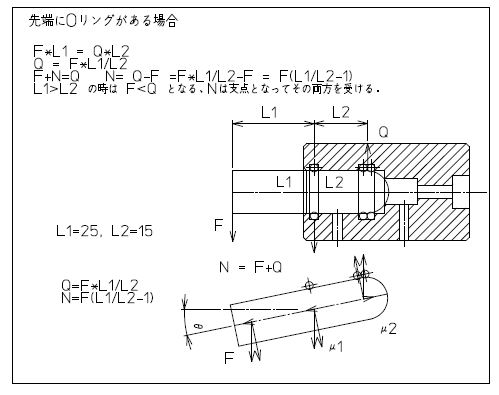
実は内部の管の先端部分にはOリングが仕込んであってそれが抜け止めとなっている。
先端部分にもOリングを仕込んで大きさを吸収したらどうだろうという事になり作ってみた。
まことにしっくり入ってこれで解決と思ったが思わぬ現象が現れた。
Φ9mmほどの内面に細いノズルを入れるのだが、壁面に沿わせないと安定しない。1200rpmで回転する円筒の内側を押すことになる。
すると不思議なことにワークが抜けてきてしまうのである。
市販のOリングから、なるべく当たりが弱くなるものを探して比べてみた。結局Φ1の細いものでそっと押さえる程度ならば抜けて来ないのだが、エアーガンで粉を吹き飛ばしたら一緒に飛んでしまった。で・・諦めた。
結局は製品の最大径ギリのΦ13.02mmにした。ワークの最小はΦ12.7なので、最大でも0.3㎜隙間、0.5㎜は超えないのでこれで最終形とした。
さて、どうして力がかかると回転物は抜けてくるのだろうか。
いろいろと調べてみると、加工に使うエンドミルにこの現象がみられるという。
エンドミルのくわえが甘いと抜けてきてしまう。
名前が存在しマクロクリーピング現象と呼ばれるらしいのだが、力学的な解説は全く存在しない。
加えられた回転物に横方向に力がかかると外周とホルダ間にわずかに隙間が生じ、当然反力が生まれる。それによってみそすり運動がおこり抜ける力が生じるという解説が唯一だった。
静的に回転なしの状態で斜めに押された場合、回転軸に力はかかるが、抜ける方向への分力はサインで効くので小さく、押さえる力で生ずる摩擦に打ち勝つとは到底思えない。
実際回っていなければ決して抜けない。
しかし、回転するときに斜めに力をかけると抜けてしまうのである。実に面白い。
実測すると挿入するのに1.6kgfくらいなので、抜けるのも同じ力が必要ということになる。
斜めになる量は筒とワークとの隙間(0.4mm)と入り込む長さ(16mm)で決まるはずである。計算すると1.4度。必要な分力を得るには、1.6kgf/sin(1.4°)=64kgfもの力が必要。抜けるわけないのに回転する状態だとこの力がどこからか生じるのである。
かたい棒を抜く時、ぐりぐりとみそすり運動させると抜けてくる、同じような現象なのだろうか?私が考え抜いた結論はホルダ内に沿ってワークが回ることになるので傾いた分だけ坂を上るような方向に動き、ねじのような推進力が生ずるというもの。これだとねじの推力と等価となる。
ワーク径の抜け方向の傾き成分をリードとしたねじで摩擦係数を0.4とすると3kgf程度の力で働く摩擦力が回転トルクとなって約1.6kgfの推力が軸力となる。なんとなくオーダーはあってるような気がするのだが・・
この項完。
[2023.10.21]
戻る